TCT海外编辑 Sam Davies 走进奥迪英戈尔施塔特总部,穿过一排排机械臂和工业扫描系统,在内部模具车间的最深处,找到了一座“厂中厂”——奥迪金属3D打印中心。
十年前,奥迪建立了这座中心,带着“增材制造究竟能为汽车制造带来什么”的疑问。
英戈尔施塔特团队将选择性激光熔化(SLM)作为重点方向,陆续引入 EOS M290、EOS M400、Additive Industries MetalFabG2 和尼康SLM 280等设备;位于沃尔夫斯堡的大众团队,则负责金属粘结剂喷射技术的发展。
Sam到访时正值周一下午,几台金属3D打印设备刚刚卸下周末连续运行完成的打印件,静静停放在车间后部。
项目经理Martin Bock并没有急着带他去看机器,而是先来到内部模具车间的接待区。这里展示着奥迪在模具、工装夹具和原型制造等领域的金属增材制造成果,每一项都被摆在最醒目的位置。

*奥迪金属3D打印中心内的EOS M 400设备。图片来源:奥迪
对于一家始终强调“技术领先”的企业来说,这样的展示本身就是一种态度。
“大尺寸模具镶块的增材制造,是我们的专长。”Bock说,“如果是铝合金原型件,市场上有很多供应商都能完成。但模具不同,它需要更深的专业积累。而现在,我们就是做这件事的人。”
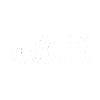
旁边的聚合物模型并不是产品本身,而是专门制作的展示件,用来呈现金属镶块内部的结构。借助PolyJet技术,复杂的内部几何形态和贯穿其中的冷却通道被完整展示出来,那些原本隐藏在金属内部的设计细节也因此一目了然。
作为奥迪内部的增材制造顾问,Bock和团队经常使用这样的模型,与不同部门沟通增材制造的应用价值,让大家更直观地理解3D打印能够解决哪些问题,又能为生产带来哪些改变。

*热冲压模具镶块,其内部集成了随形冷却通道设计。图片来源:奥迪
这块镶块属于一套完整模具系统的一部分,用于生产上一代奥迪A4(现已由A5接替)的某个车身部件。它采用模具钢打印而成,打印过程持续八天,随后经过两天热处理、一周铣削加工,最终完成组装。奥迪预计,这套模具系统支撑至少70万个零件的生产。
如果采用传统工艺,通常只能通过横向钻孔的方式对模具表面进行冷却,但效果往往并不理想。而如今,每个镶块内部都集成了经过优化设计的冷却通道,从一端延伸至另一端。
在生产过程中,模具表面会出现局部高温区域。通过采用采用带有冷却通道的增材制造镶块,可以有效降低这些热点带来的影响。每一套冷却通道都是针对具体工况定制设计的。

*图片来源:奥迪
团队会先从生产部门获取热仿真数据,了解模具在实际生产中的热行为,再与设计和数据准备团队共同优化冷却通道布局,最终形成一套同时兼顾打印制造与模具性能的优化方案。
2015年成立金属3D打印中心时,奥迪的初衷是进一步探索这项技术的潜力。当时他们已经隐约看到了它最有可能产生价值的方向——模具制造。公司负责生产业务的董事会成员坚持将中心设在内部模具车间。如今回头看,这个决定的价值已经得到了充分验证。
现在,Bock的团队与生产线工程师保持着紧密合作在2025年就通过增材制造生产了至少50种不同的热成型和压铸模具镶块。
工作早已不再停留在原型验证阶段,而是直接融入大型模具系统的制造流程。对于需要采用3D打印模具镶块的项目,他们会从设计阶段就介入,对方案进行评估,优化冷却通道设计,并快速推进后续制造。这套流程如今已经实现标准化,也让设计团队能够更快地完成决策和迭代。

*奥迪 Q6 e-tron。图片来源:奥迪
为了实现制造过程的标准化,团队投入了大量研发资源,对打印参数进行了系统开发和验证。不同材料的硬度、延展性要求,以及设备维护规范,都被纳入这套标准化参数体系之中。
奥迪一直以高品质制造著称,而高品质产品的背后,离不开同样高水平的模具体系。对于Bock和团队来说,打造优秀模具系统的前提,是对整个制造流程保持足够严格的控制。
过去十年里,他们在这件事上投入了大量精力,也逐渐赢得了内部团队的信任。越来越多的同事相信,他们能够为生产提供更高效、更可靠的模具解决方案。
*拓扑优化3D打印工装部件示意,具备优化冷却流道设计。图片来源:奥迪
这种信任并非一开始就存在。早些年,为了证明增材制造的价值,Bock需要拿出传统模具与3D打印模具的温度数据进行对比,用热仿真结果和实际测试数据来说服同事。他还经常借助聚合物打印的演示模型,展示隐藏在模具内部的优化冷却通道。
而现在,这些解释已经很少需要了。许多时候,他们甚至不必再展示数据或模型,同事们已经愿意相信团队的判断。
经过多年的合作,Bock的团队与生产部门建立起更加紧密的协作关系。外部供应商既要提供技术建议,也要承担销售任务;而作为内部团队,他们唯一关注的始终是找到最适合生产的解决方案。
对Bock来说,金属增材制造最重要的价值,从来不是替生产线创造多少利润。缩短打印时间、降低制造成本固然重要,但更重要的是帮助内部生产团队优化制造流程。至于经济回报,或许会在未来逐步体现,但对于这个内部技术团队而言,那从来不是衡量工作的首要标准。

*打印件检测。图片来源:奥迪
如今,Bock和团队可以自豪地讲:用增材制造做出来的模具镶块,提高了表面温度的稳定性,增强了模具系统的性能,甚至在某些安全关键件上,碰撞稳定性也得到了改善。
这些成果背后,其实都指向同一个原因——增材制造带来的设计自由度。减重就是最直观的例子。奥迪发现,一个模具镶块通常可以减轻60至80公斤。对于重达8到10吨的大型模具系统来说,这样的减重幅度看似微不足道,却能让打印时间缩短最多25%,同时带来材料节约、成本下降和生产效率提升等一系列收益。
这些成果可以追溯到十年前的一个决定。早在2015年之前,奥迪就意识到增材制造或许能解决模具部门的一些老问题,但因为外部供应商总是满足不了他们的需求,最终决定自己来。Bock回忆,他们好几次尝试在原型中心和外部供应商那里打印大尺寸模具镶块,对方的回应总是:用我的机器跑六天,就为了打你一个模具镶块?这时间我能做六个原型件,万一第三天机器坏了怎么办?
奥迪理解第三方供应商承接这种订单要承担的风险,同时也意识到,与其指望外部供应商追赶上自己的工艺和需求,不如先把自身的增材制造能力建立起来。于是,模具车间里腾出一小块地方,交给了Bock和团队。
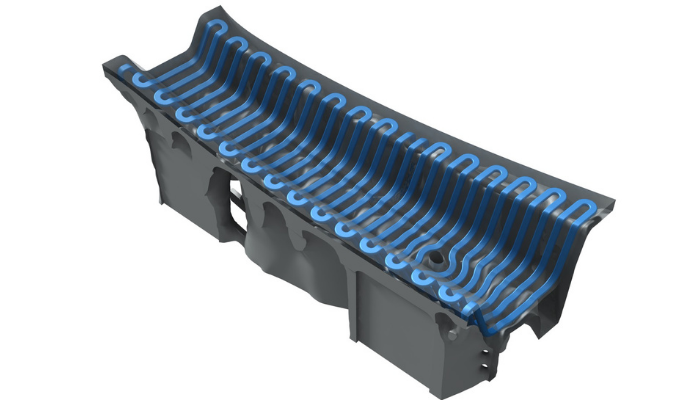
*Audi Sport采用UltiMaker3D打印机与trincklefixturemate软件制造夹具。图片来源:奥迪
从那时起,团队开始系统探索增材制造在汽车模具领域的应用,并逐步积累起今天的经验和能力。这让奥迪逐渐建立起属于自己的增材制造能力体系。
不过,这一切并非一蹴而就。中间经历过无数次失败,也积累了无数教训。Bock没有透露奥迪的所有秘密,但提到团队学会了一个关键点:设计冷却通道时,从一开始就要把清粉、装夹和铣削都考虑进去,同时还要想好冷却介质在模具内的输送路径。他们制定了通道直径的毫米级限制规范,并明确规定——绝不允许设计九十度直角的通道。
十年的探索与试错,最终让Bock得出了一个看似朴素、却极具分量的结论:最好的冷却通道,往往不是最复杂的那一种。在他看来,很多设计并不需要被过度优化。
他表示:我们见过太多设计过度的案例。很多时候,把问题想简单一点,反而能得到更好的结果。
【关于TCT亚洲视角】
TCT视角聚焦全球增材制造市场,洞察增材制造的商业价值,与我们探索更多增材制造带来的无限可能。




TCT亚洲展公众号